|
Terry Lippincott has rebuilt dozens and
dozens of XK engines over the past 35 years,
including his own race-prepped engines.
This experience has been developed into
a well-defined rebuild procedure, one that
he shares with his trusted machine shop.
This experience has also taught him which
upgrades work and those that don't.
For example, the XK head responds very
well to porting and polishing. Done properly,
reshaping the port walls can improve the
quality and quantity of the air flow into
the combustion chamber resulting in a significant
increase in engine power output. With years
of practice, backed by air flow bench testing,
Terry knows how to port and polish the XK
head to maximize breathing.
|
 |
| Machined
block, surfaced, bored and painted. |
|
|
Terry also routinely uses modern, higher
compression pistons to achieve additional
horsepower while still requiring only premium
octane pump-grade fuel.
Many engines also receive slightly-hotter-than-stock
Isky racing cams.
These piston and cam upgrades along with
the head work described above and proper
carburetor
settings combine to create a noticeable
increase in torque and horsepower without
altering the streetablilty of the engine.
|
 |
| These
are modern, high compression pistons
that work nicely with the XK engine's
hemi combustion chamber. |
|
 |
| Crankshaft
fresh from the machine shop. |
|
 |
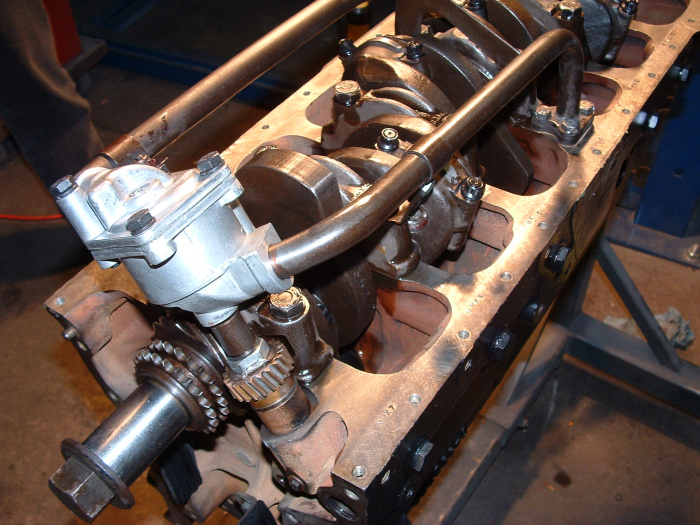
| A
newly machined engine block with crank
installed. |
|
|
|
|
|
| Pistons,
bearings and oil pump installed. |
|
|
|
| Installing
the lower timing chain and tensioner. |
|
|
|
| A
new, improved style of tensioner is
being used here. |
|
|
|
| Timing
chain cover and water pump are installed.
Next we're cleaning up the head bolt
hole threads by running a tap down the
holes. |
|
|
|
| High
compression pistons and head studs installed. |
|
|
|
| Using
a hoist to lower the head into position
over the head bolt studs. |
|
|
|
| Head
installed. Note use of tappet guide
hold down kit. This customer requested
that the kit be installed on both the
intake and exhaust cam. |
|
|
|
| Almost
completely buttoned up. |
|
|
|
| Intake
side of the almost-completed engine
assembly. |
|
|
 |
| CC'ing
the area above the piston to the top
of the block. Careful measurements assure
that we get the correct compression
ratio. |
|
 |
| For
those interested in originality, a set
of domed, OEM-style pistons ready for
installation. |
|
 |
 |
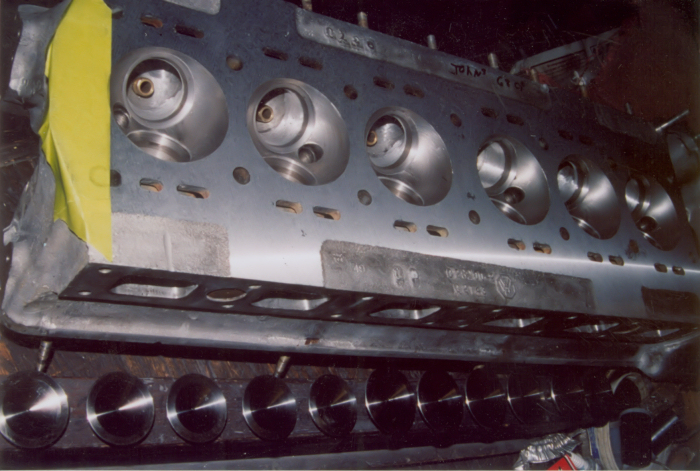
| The
photos above show a 1968 E-Type head
with larger valve seats installed,
ready to accept the later-style, 1
7/8-inch "big valves". You
can also see where the ports have
been cleaned up. This setup is very
well optimized for maximum air flow. |
|
|
 Cylinder
Head Corrosion Repair Cylinder
Head Corrosion Repair |
|
|
It's not unusual for the aluminum XK heads
to suffer from severe corrosion due to the
lack of proper coolant maintenance. Serious
cases will find the water jacket openings
near the block surface literally eaten away
from years of neglect.
Many of these heads can be
sucessfully repaired by the careful and
skillful welding-in of new material to replace
the decayed aluminum, followed by surface
machining.
|
|
|
|
 |
| The
water jacket openings on this head
have been built-up to repair a case
of severe corrosion. |
|
 |
| The
repaired head is machined smooth. The
new valves are also installed. |
|
| |
 |
| This
is a closeup view of the repairs. Next,
the head surface is machined. |
|
 |
| Closeup
view of repaired water jacket openings. |
|
| |
 |
| Repaired
and machined head. |
|
|
| |
|